技术以及应用干法蚀刻
干法蚀刻的原理
干法蚀刻是在光刻胶掩模形成之后进行的关键工艺,与光刻工艺相互配合,用于在晶圆上形成微细电路与结构。
该技术可实现微米至纳米级的高精度加工,广泛应用于半导体、平板显示器(FPD)、MEMS及光学器件等领域,是各类先进器件制造中不可或缺的核心工艺。
其中,干法蚀刻具有优异的形状控制能力与工艺稳定性,能够满足高精度与高再现性的加工需求。
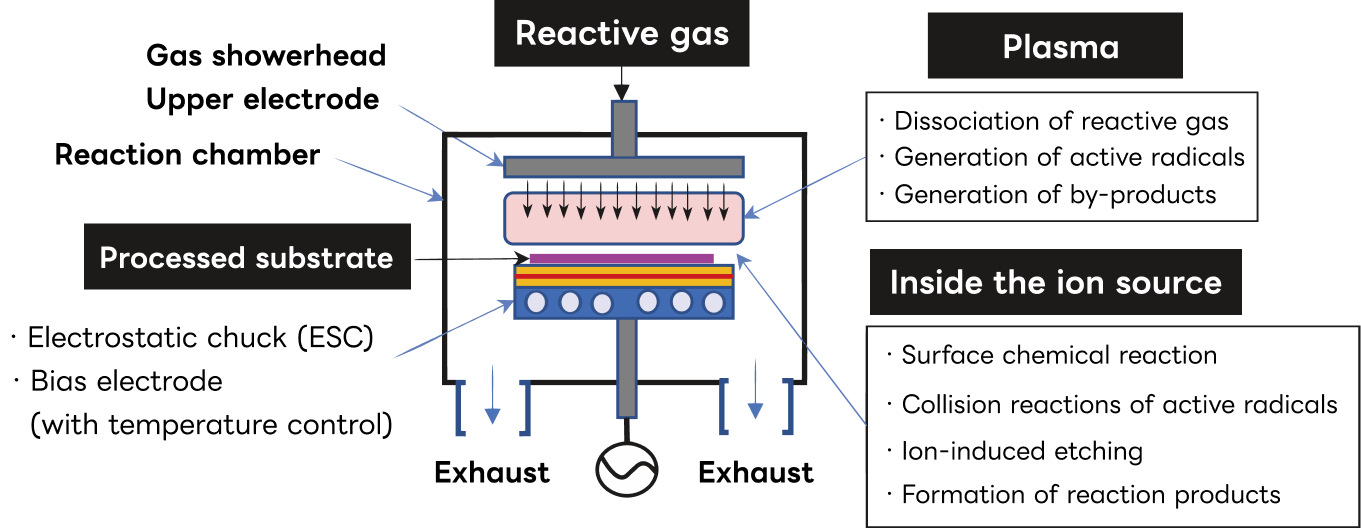
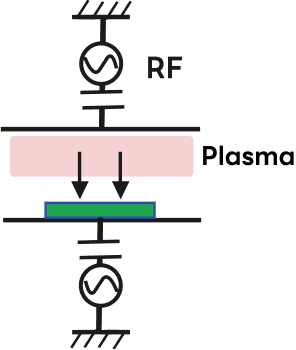
在典型的干法蚀刻装置中,反应腔体内配置一对平行电极,其中一侧用于放置晶圆并施加射频(RF)电压,另一侧维持设定电位,并供给反应性气体。
在电极之间产生的放电会形成等离子体,使气体分子被激发并生成具有高反应性的自由基与离子。
自由基与晶圆表面发生化学反应,生成挥发性反应产物并从表面脱离;同时,等离子体中的离子在电场作用下加速并垂直轰击晶圆表面,促进反应进行并产生溅射效应。
通过化学反应与物理作用的协同机制,实现高精度且可控制的蚀刻加工。
最终,反应生成的气体产物会被排出至真空系统之外,从而完成蚀刻过程。
| 湿法刻蚀 | 干法蚀刻 | 备注 | |
|---|---|---|---|
| 蚀刻速率 | 高 | 中等 | 湿法反应速度较快 |
| 蚀刻均匀性 | 较差 | 优异 | 干法可实现面内高均匀性控制 |
| 工艺再现性 | 较低 | 高 | 干法适用于量产稳定加工 |
| 蚀刻终点检测 | 不可行 | 可实现 | 支持等离子体发光、离子质谱分析、激光膜厚计等 |
| CD控制(线宽控制) | 较差 | 优异 | 干法可抑制侧蚀,精度更高 |
| 掩模选择比 | 高 | 中等 | 干法中掩模易受等离子体影响 |
| 蚀刻形状控制 | 困难 | 优异 | 可实现各向异性加工(垂直侧壁) |
| 多层膜加工 | 困难 | 可实现 | 可根据材料切换工艺条件 |
| 蚀刻方向性 | 各向同性 | 可控制 | 支持各向异性或选择性加工 |
| 环境影响 | 较高 | 较低 | 无废液排放,符合环保要求 |
| 蚀刻形貌 | 易产生侧蚀
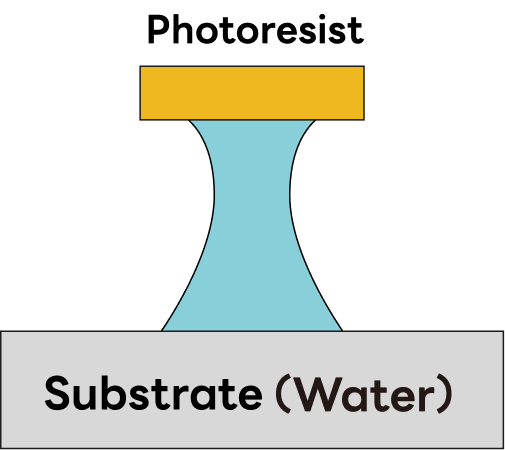
|
①垂直形状
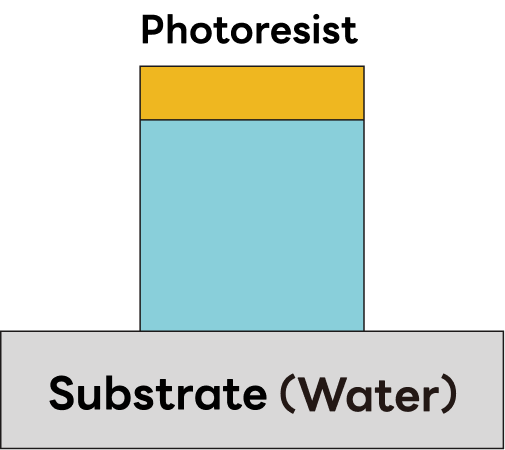
②锥形
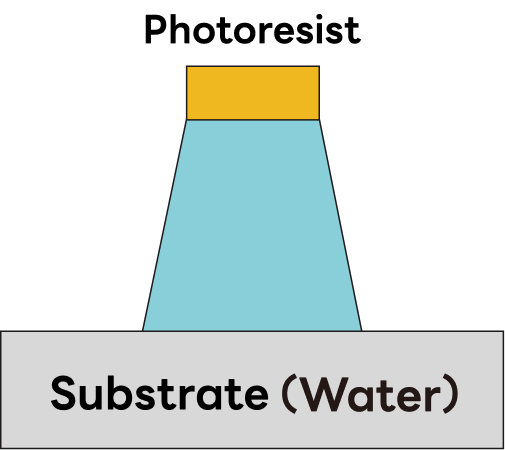
|
干法具备形貌可控性 |
综上所述,干法蚀刻在加工精度、形貌控制及工艺稳定性方面具有显著优势。
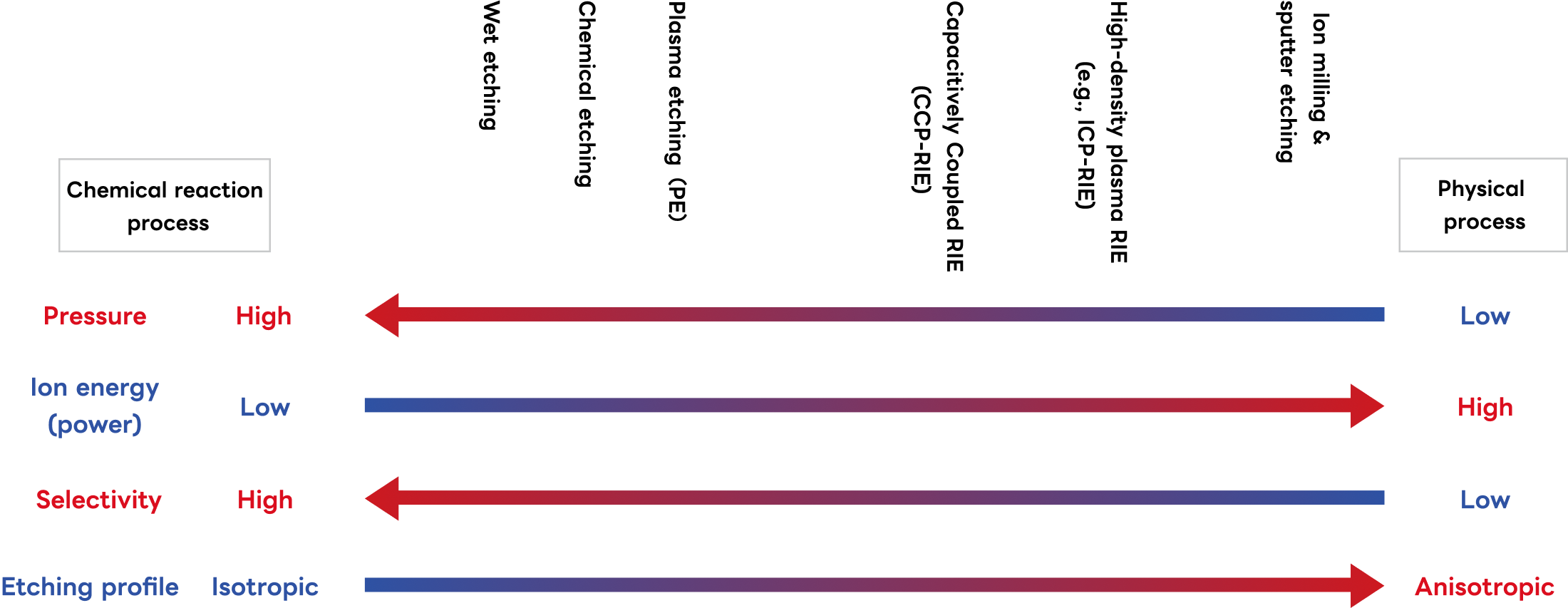
蚀刻源与工艺参数
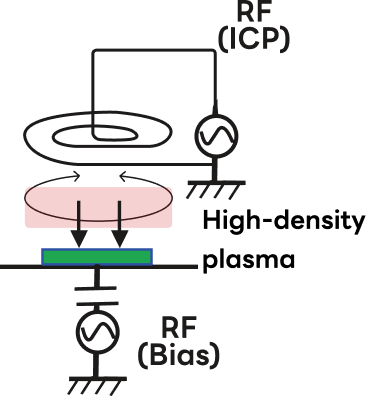
干法蚀刻中可采用多种等离子体源,其中以ICP(感应耦合等离子体)技术最为主流。
该技术能够在低压环境下产生高密度等离子体,并具备优异的等离子体分布控制能力,从而实现更高的蚀刻速率与更精确的形状控制。
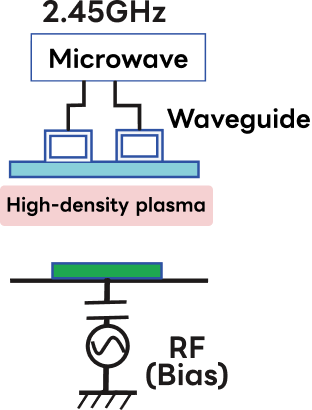
此外,根据不同的工艺需求,还可选用电容性等离子体(CCP)、微波等离子体及离子束蚀刻等多种蚀刻方式,以满足多样化的材料与加工条件要求。
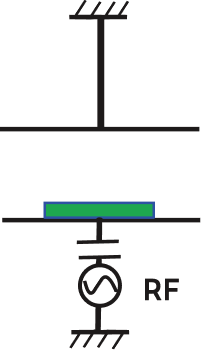
| 蚀刻源 | 等离子体刻蚀 (PE模式) |
电容性等离子体RIE (CCP-RIE) |
感应等离子体RIE (ICP-RIE) |
微波等离子体 (MW等离子体刻蚀) |
离子束刻蚀 (IBE) |
|---|---|---|---|---|---|
| 等离子体密度 [cm-3] | ~1E+10 | ~1E+10 | ~1E+12 | ~1E+12 | ~1E12 |
| 压力范围 [mTorr] | 1000~100 | 500~10 | 100~1 | 1000~100 | ≦ 0.1 |
| 离子入射基板时的能量 | 低 | 中等 | 高 | 中等 | 高 |
| 参考图 |
|
|
|
|
|
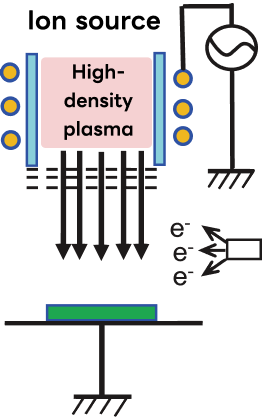
离子束刻蚀的机理
蚀刻加工是在晶圆上形成电路与微细结构的关键工艺之一,通常在光刻胶掩模形成之后进行,与光刻工艺紧密配合。
该技术可实现微米至纳米级的高精度加工,广泛应用于半导体、平板显示器(FPD)、MEMS及光学器件等领域,是先进器件制造过程中不可或缺的核心工艺。
- ➢离子密度由等离子体源进行控制,而离子能量则通过栅极施加的直流加速电压进行调节,两者可实现独立控制。
- ➢该工艺在0.1 Torr以下的低压环境中进行(相较于RIE设备降低一个数量级),因此离子的平均自由程更长,能量损失较小,有利于提升加工效率与稳定性。
- ➢过施加高加速电压(>1 kV),可实现约10~30 nm/min的刻蚀速率。
- ➢该工艺适用于RIE难以蚀刻的材料(如反应产物不易挥发的材料),广泛应用于铜(Cu)、镍(Ni)、金(Au)等金属的加工。此外,离子束蚀刻技术亦可用于倾斜衍射光栅等高精度结构的加工。
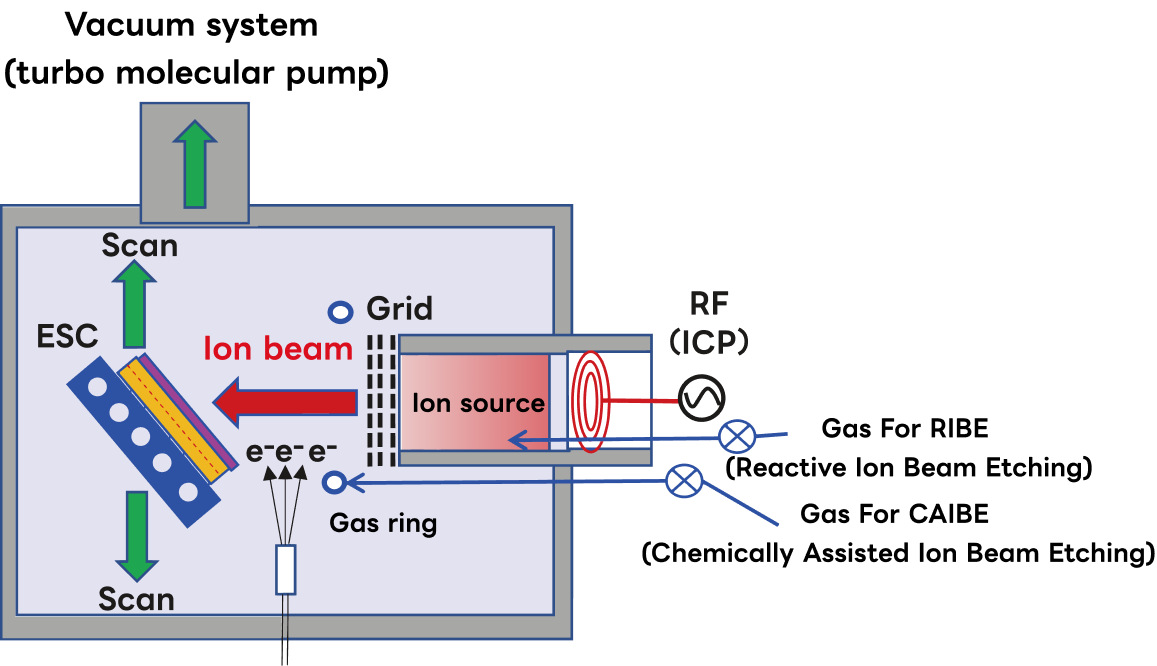
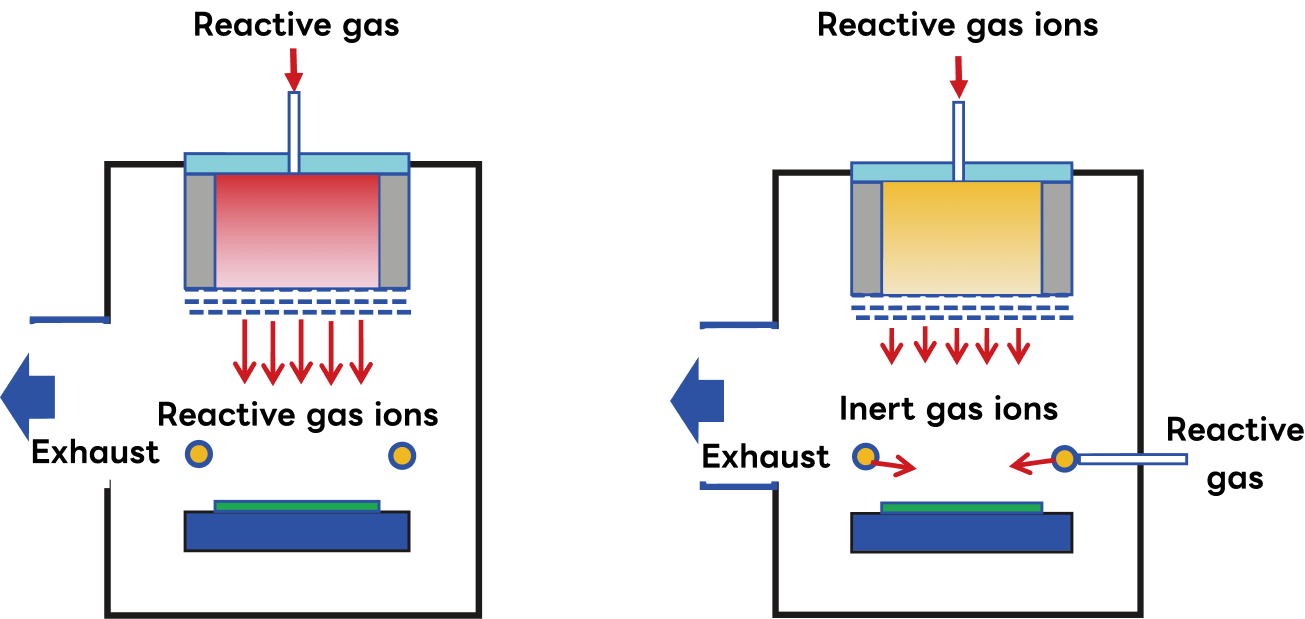
离子束蚀刻工艺的分类
・ RIBE(Reactive Ion Beam Etching):
反应性离子束刻蚀(RIBE)是将反应性气体与氩气一同引入离子源的等离子体腔,经电离后通过栅极加速,形成反应性离子束并照射至基板,从而实现蚀刻加工。
・ CAIBE(化学辅助离子束刻蚀):
化学辅助离子束刻蚀(CAIBE)是指将反应性气体引入离子源下游的反应室,通过离子源产生的氩离子轰击作用与反应性气体引发的化学反应相结合,从而实现高精度蚀刻加工。
各蚀刻工艺的反应过程差异
・化学蚀刻:
通过自由基(活性物种)与待蚀刻材料发生化学反应,实现蚀刻加工。
例如:高压反应性气体蚀刻。
・物理蚀刻(溅射蚀刻):
在局部电场(如自偏压)作用下,离子被加速并轰击待蚀刻材料表面,通过动能传递实现材料去除。
・离子辅助蚀刻:
通过化学反应与离子轰击的协同作用,实现较单一蚀刻工艺更高的蚀刻效率。
蚀刻气体与反应产物
在蚀刻过程中,应选择与目标材料反应后能够生成低挥发温度产物的气体。
若反应产物挥发性不足,易在基板表面或腔体内部(如腔体壁、ICP石英窗等)产生沉积,不仅会阻碍蚀刻反应,还可能引发颗粒污染,影响制程稳定性与良率。
表1列出了各类蚀刻材料与对应的典型工艺气体。
| 目标材料(蚀刻膜层) | 工艺气体(示例) | 反应产物 |
|---|---|---|
| Si | CF4, SF6 | SiF4 |
| SiO2 | CF4, CHF3, C4F8 | SiF4, CO2, CO, |
| SiC2 | CF4, CHF3, C4F8 | SiF4, CO2, CFx |
| Al | Cl2, BCl3 | AlCl3 |
| Cr | Cl2 | CrCl3 |
| MO | SF6, Cl2 | MoF, MoCl3 |
| Ti | Cl2 | TiCl4 |
| 玻璃 | CF4, SF6 | SiF4 |
| 蓝宝石玻璃 | Cl2, BCl3 | AlCl3 |
| 离子辅助 | Ar |
表2. 各类材料卤化物的熔点与蒸发温度
| 材料 | 卤化物 | 熔点 [℃] | 蒸发温度 [℃] |
|---|---|---|---|
| Al | AlF3 | 2250 | 1276 |
| AlCl3 | 192.6 | --- | |
| AlBr3 | 97.5 | 255 | |
| Si | SiF4 | -90.2 | -86 |
| SiCl4 | -68.85 | 57.65 | |
| SiBr4 | 5.2 | 154 | |
| Ti | TiF4 | 284 | --- |
| TiCl4 | -25 | 136.45 | |
| TiBr4 | 39 | 230 |
蚀刻的关键因素
蚀刻速率用(被蚀刻膜的厚度)÷(处理时间)表示,通常采用[nm/min]或[Å/min]作为单位。
蚀刻速率是指单位时间内被蚀刻材料的去除厚度,通常以 nm/min 或 Å/min 表示。
蚀刻速率受多种工艺参数影响,包括反应气体种类、离子轰击能量、处理压力及等离子体密度等。一般而言,随着蚀刻速率的提升,蚀刻形状及选择比等特性也会发生变化,因此需综合优化各项参数,以实现稳定且可控的加工结果。
蚀刻形貌(锥度角)可通过工艺参数进行精确控制。
在蚀刻过程中,通常希望目标膜层能够被优先蚀刻,而底层材料及光刻胶掩模尽可能不受影响。
然而在实际工艺中,各材料均存在一定的蚀刻速率,因此需通过选择比来评价其选择性。
当目标膜层、底层材料及掩模的蚀刻速率分别为 Ro、Rs、Rm 时,其选择比定义如下:
・相对于底层的选择比:Ss = Ro / Rs
・相对于掩模的选择比:Sm = Ro / Rm/
选择比是评估蚀刻工艺选择性的重要指标,与蚀刻的各向同性或各向异性无直接关系。
(4)蚀刻均匀性(基板面内 / 晶圆内)・面内均匀性:
面内均匀性是指通过测量晶圆不同位置(中心、中部、边缘)的蚀刻速率,对其分布均一性进行评估的重要指标。其一般计算方法如下:
蚀刻均匀性(U%)=(最大值 − 最小值)/(2 × 平均值)